




11.11.2016
Multifunctional bulk handling system for copackers: flexible emptying, screening, and conveying
Whether a bottler, contract or co-packer, the terms for the industries to do with packaging are varied. Just as varied as the services on offer. Contract packers are no longer garage companies – rather they are fulfillment service providers that as well as just packaging also take on up and downstream processes such as warehousing, dispensing, bottling, finishing and order picking and delivering the goods to the business on schedule. Because contract packers are rarely only active in one industry, they have to be able to deal with a broad range of products from different industries. It’s not unusual for them to act as a subcontractor for the client – for example, if a pharmaceutical is dispensed and packaged then the same production standards and hygiene regulations apply as for the actual pharmaceutical companies. A current order for a globally active contract packer from Hesse handled by bulk solids specialist J. Engelsmann also shows that nowadays, the service provider is faced with complex tasks. No matter if it is for chemical, cosmetic, pharmaceutical, food, dietary supplements or pet food industries, in this example case the client dispenses, fills and packages for any and all industries.
Accordingly, the machines used in the process must be able to deal with many different requirements so that they can be used for all types of products.
Wanted: An individually adjustable solution
In this special case, the contract packer was looking for a system for emptying big bags with an integrated straining and control screening as well as a system to convey the emptied product to the weighing vessel or bagging machine – in triplicate. The challenge lay in constructing a device which was suitable for the various product requirements and which had components which could be adjusted individually to the customer order.
Another difficulty was the spatial constraints of the third story production hall. The emptying stations should be installed on the lower level and couldn’t exceed an overall height of 4.8 meters due to the hall’s low ceiling. The downstream weighing and bagging machines are on the second and third storeys which meant that two different inclined screw conveyors were needed. Since there wasn’t much horizontal space, the product conveyance system had to be built at a steep angle. The list of product specifications seemed quite adventurous: powder, granules and pastilles, partly abrasive products with a bulk density for 0.3 to 1.8kg per liter. Ranging from easy to pour and bad to poor with a slight to strong tendency to agglomerate; everything was being processed. Because these different materials also each have different requirements for the emptying and conveying process, a trial construction was built in Engelsmann’s technical center in consultation with the client to simulate the treatment of each of the three most vital products. The experiments in the technical center not only delivered important insights for the appropriate machine construction, it also created the security that the device would also work flawlessly later in live operation. After an extensive inspection of the production center, in close collaboration with the client, Engelsmann developed a multi-purpose solution which met the client’s complex requirements. Up until then, the packager had two outdated big bag emptying systems in place equipped with an improvised fixed conveying element which didn’t allow the system to be adjusted to the product being processed.
Even being able to adjust the process quickly is essential in the packaging industry because customer orders often have short deadlines. So this old system needed to be replaced with a flexible solution.
In order to find space in the lower production hall, the three new emptying stations complete with chain hoists were designed flat. For the insertion of the delivered big bags into the respective station, the cargo gear must first reverse and empty over the big bag so that this can be hung on the cargo gear’s mounting hook. It is moved into the station using the chain hoist and emptied using the pneumatic flexing device. This ensures that even product which pours badly or clumps easily can be emptied quickly and without leaving anything behind and also acts as fall protection. The big bag outflow is clamped in the guide funnel above the product conveyance pipe and sealed with the help of two half-shells pressed against a silicon ring. Once the big bag is attached securely and dust tight, the emptying procedure can be started by opening the outflow port. Underneath the guide funnel a standard sized strainer is attached which serves to break up agglomerates in the bulk solids. If deagglomeration is not necessary, the sieve drum can be easily pulled out forwards and replaced by an uncovered sieve basket. A protective case protects the shaft extension.
Flexible production thanks to versatile combination possibilities
The operator is offered various combination options for the downstream conveyor components according to the properties of the conveyed material:
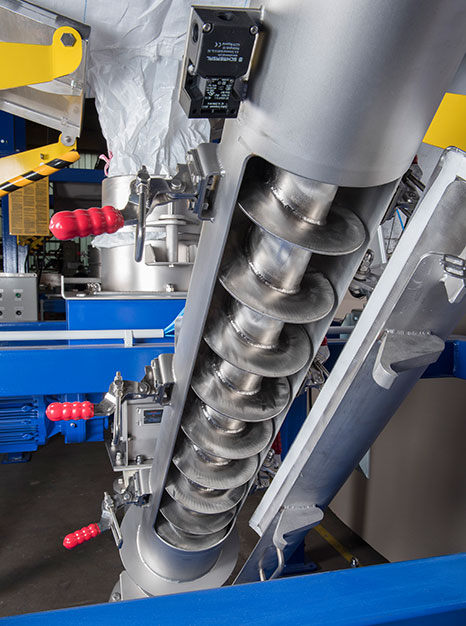
If it’s a non-abrasive bulk solid which needs to be conveyed to the weighing vessel of bagging machine on the same level of the hall, the product is taken through a flexible compensator in a downstream inclined screw conveyor. With a throughput capacity of 500kg per hour, the material is conveyed upwards through a trough measuring 6 meters at a 45° angle. Since being able to clean the device without leaving residue plays a huge role, particularly in the food and pharmaceutical industries, the pipe trough needed a special shape to be able to clean under hinged trough segments. According to the German accident prevention regulations (UVV) these segments are mechanically secure against each other, where the above segment is fitted with a limit switch fuse. To be able to use the inclined screw conveyor as quickly as requested, it has been mounted on a mobile base frame in a user friendly manner. At the top end of the inclined screw conveyor, the product flows through another compensator directly into the control screening machine “JEL Fix” which is integrated into the housing to save space. In this vibration screening level, the bulk solids are separated from all undesired foreign material before it finally flows into the weighing vessel or directly into the bagging machine – an important step before bagging as part of the quality assurance since, despite strict hygiene and quality regulations, you can never exclude the possibility that the product has not been contaminated accidentally.
To also load the second hall level with bulk solids a second mobile inclined screw conveyor with a trough measuring a total of 8.7 meters was needed. Here, Engelsmann could see that an incline screw conveyor of this length would inevitably sag and make conveyance impossible. So Engelsmann combined two tube screw conveyors as a cascade to bridge the total distance.
So that the weighing and bagging machines can also be loaded with abrasive materials, such as salt for example, a second suitably adjusted conveyance solution was necessary. Salt is difficult to convey mechanically because it can quickly wear down the inclined screw conveyor as it is highly abrasive and corrosive. Should the operator want to change to a pneumatic conveyor system in this case, he just has to attach one of the three delivered product task funnels instead of the compensator under the outflow of the straining machine. Once through the straining process the product flows directly through the funnel which is fitted with a dust extraction filter and is extracted through the pneumatic extraction conveyor pipe which provided by the customer. This conveys the abrasive product securely and without damaging the conveyor to the next step in the process. So that the device can be used for products in the demanding food and pharmaceutical industries all parts which come into contact with the product conform to FDA regulation. After a three-month planning and delivery period the CE marked device was delivered to the customer. Two days before the device was put into service, Engelsmann supervised its assembly and trained and instructed the operating staff on how to use it. The contract packer had already ordered various sieve inserts with different mesh widths for the straining machine and the control screening machine so as to be able to use this multi-purpose device with a larger range of products in the future.
Using the varied adjustment options thanks to the modular concept of the device, the client can combine the individual components flexibly with each other to react to the products differing properties as required. Because of the shorter machine downtime periods the productivity of the packaging experts rose by 50%.