





02.05.2017
Raw material handling in the production of synthetic resin
Excellent adhesion with the right dosing and mixing equipment
Artificial resins consist of two components: pure epoxy resin and the appropriate hardener. Only when both components are mixed in a certain proportion, the particular molecules react with each other and the viscous mixture will begin to harden. The top priority is to adhere to the exact correct mixing ratio of resin and hardener. If this is not the case, the excess molecules of one component will not find reaction partners which results in a brittle or sticky surface and considerably reduced breaking strength in hardened condition. In the correct mixing ratio though, the artificial resins harden to become a stable, thermoset material. Due to a high strength with a low weight and almost infinite possibilities of shaping, these artificial resins are very popular especially in model, aircraft and yacht construction.
However, it is decisive for the response capability of resins and hardeners that also the respective primary products are mingled in the correct mixing ratio and processed into a homogeneous final product using the right mixing procedure. The following example of Engelsmann AG shows how such a facility environment might look like. A manufacturer of epoxy resins was searching for a facility concept with which not only the mixing procedure, but also the metered feeding of the single components into the production process as well as the subsequent drum filling of resin and hardener can be displayed – in a three-fold manner. Since production locations in other parts of the world do already deploy well-functioning mixing, conveying and filling facilities of Engelsmann, this solution has been the basis for planning of the upcoming project as well.
From the role of the primary products to the filling of the final product
Three identical production lines shall be set up in the planned facility; one for resin and two for hardener production. The individual components such as Aerosil, fillers and a special resin and/or hardener premix shall be emptied out of their storage containers and fed into the core element of each production line: the mixer. Thanks to the mixing process, the individual substances blend into a viscous mixture which results in the actual resin or hardener component. Since the product will go on sale subsequently, the metered discharge from the drum mixer and the drum filling of new facility shall be displayed as well. The process itself sounds simple, but does involve some difficulties such as the various substance characteristics of the single components. While the used fillers have good flow properties, Aerosil with its low bulk density tends to cause strong dust formation as well as caking and slight agglomeration. The fed resin and hardener premixes are present in liquid form. The fact that the various product features and aggregate conditions place different requirements on the production equipment already becomes evident during emptying of the containers and feeding of the primary products into the drum mixer.
First, the liquid premix is emptied via on-site pumps and pipelines from the storage tank and fed into the drum mixer. Only afterwards, the solid materials will be fed in. Both Aerosil and the fillers are supplied in big bags, but must be emptied in different ways. Due to their very good pourability, the fillers are emptied directly into the drum mixer – without having to use a big bag emptying unit or other discharging aids. For this purpose, an emptying unit is mounted centrally on the drum mixer. For emptying, the full big bag is lifted by means of a crane runway and lowered above the emptying unit. The operator who stands on a platform next to the mixer, inserts the big bag outlet connection piece into the emptying unit and actuates the locking mechanism. After the big bag outlet has been opened, the fillers will empty automatically and directly into the drum mixer without using a conveying element. In order to empty the fine-powdery Aerosil completely and without dust emissions, a big bag emptying station is required. The station is loaded via an integrated crane runway with chain hoist. The big bag is moved to the emptying position by touching a button and can then be connected to the emptying unit. To protect operator and facility environment, this emptying unit is double-sealed and designed in such a way that product residues cannot escape even when removing the big bag. In order that the fine Aerosil will not deposit in the folds of the big bag, the station has also been equipped with a rocker to ensure efficient and particularly complete product discharge. The rocker consists of two support cheeks holding the bottom of the big bag. Both cheeks will alternately move up pneumatically during the emptying process and lift one side of the big bag each, this results in an improved dumping angle and the product trickling into the emptying hopper. The Aerosil will then be extracted by a pneumatic membrane pump and conveyed vertically upwards via pipelines into an inlet of the drum mixer. In order that the in-flow of the product is carried out with the accurate weight, the big bag emptying station is additionally equipped with weighing cells. By using the electrical control, the operator enters the desired product quantity that shall be fed into the mixer and the emptying and conveying process will start. As soon as the desired quantity has been reached, the material feed into the emptying hopper is interrupted by a pneumatic pinch valve and the membrane pump is switched off.
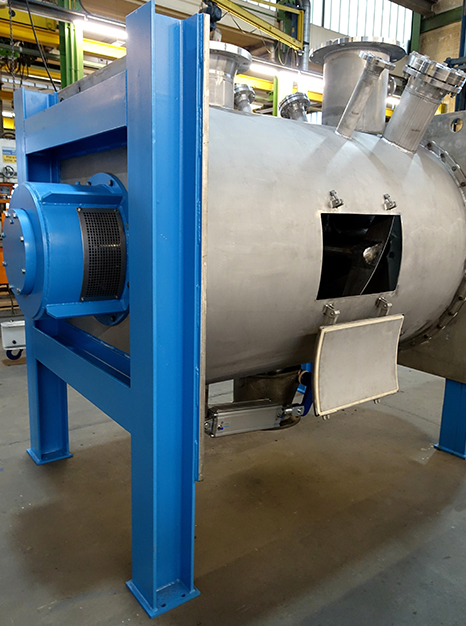
Now the most important process, the mixing of the single resin and hardener components, will start. The Engelsmann drum mixer has been selected for this task for a good reason. The cylindrical drum can be used as required, so that the requested capacities of 3,200 l for hardener production and 6,200 l for resin production do not pose any problems. The rotating T-paddle mixing mechanism within the container has been specially adapted to its geometry and forces the mixing material into a three-dimensional movement. In this way, the components are intensively mixed, even if they considerably differ in terms of proportion, bulk weight and grain size. After only few minutes, Aerosil, fillers and liquid premix react and blend to form a highly viscous resin or hardener. The T-paddles are oriented in such a way that the mixing material is transported into the direction of the outlet, the high viscosity of the product would however cause the formation of residues on the inner wall of the mixing chamber. In order to discharge these residues, the drum mixer has been equipped with two scrapers. These bars are rotating on both front sides of the mixer which removes product build-ups and feeds them back into the mixing process.
In order to ensure the perfect quality of the final product, it was also important for the customer that no air bubbles are formed in the resin or the hardener during the mixing process. To prevent that, the drum mixers are each equipped with a filter dome. Using a vacuum pump, any air will be extracted from the mixing container and bubble formation is thus prevented. As the drum mixer is additionally equipped with a pressure sensor and a temperature probe, the operator is able to continuously monitor these parameters via the integrated control and to intervene in case of irregularities.
When the mixing procedure is complete, the outlet flap of the mixing container is opened and the finished resin and/or hardener component is conveyed through the slowly rotating T-paddles in the direction of the discharge hopper and flows into the eccentric screw pump mounted beneath. The pump conveys the final product to the drum filling, the last station of the facility.
As resins and hardeners are directly filled into their sales containers, the last process step is carried out in a metered way as well. A weighing platform has been positioned on the discharge pipe of the screw pump, consisting of a floor scale with a built-on rotary table. By means of a forklift truck, the operator positions one pallet with 4 empty drums on the rotary table so that one of the drums is placed directly underneath the screw discharge pipe. The filling of the product is started via the electrical control by touch of a button. The operator only needs to enter the desired quantity, then the filling procedure will run until the floor scale emits a signal to the electrical control indicating that the filling quantity has been reached. The filling is then stopped automatically by closure of the outlet flap of the mixer, so that the product is not discharged into the eccentric screw any longer. In order to prevent that product residues flow from the eccentric screw into the drum filling after stopping the material flow, the electrical control is set in such a way that also the eccentric screw is switched off when the filling weight is reached. This ensures that exactly the correct quantity is filled and goes on sale.
Due to the ideal suitability of the facility parts for the manufacturing process of artificial resins and the comfortable control of the entire process, Engelsmann has already received another order for a similar facility in the field of artificial resins.